- Модернизация УЧПУ
- Автодиагностика
- Стенд для диагностики и кодирования форсунок COMMON RAIL "Smart CRI"
- Программное обеспечение DIESEL Studio
- Блок управления Поток CP
- Блок управления Поток CR-2
- Блок управления Поток UIS
- Безмензурочный блок измерения «Поток FM»
- Безмензурочный блок измерения «Поток PF»
- Блок управления «Поток VE-PE-YZ»
- Блок управления «Поток ZEXEL»
- Контроллер Potok CR-mini 2
- Контроллер Поток CR-mini
- Разветвитель Поток DRV
- Блок управления «Поток VE»
- Индикатор Поток PT-1
- Тахосчетчик Поток CS-1
- Блок измерения «Поток RT»
- Промышленное оборудование
- Учебное оборудование
- Снято с производства
|
|
|
Подключение пиноли к модулю М16АК20
Сб, 23/09/2017 - 15:50
Добрый день !
Подскажите возможно ли состыковать пиноль от 16Б16Т к модулю М16АК20 ?
Можно ли поменять алгоритм работы для этой пиноли заменив программу прошивки ?
С уважением Анатолие
Пнд, 25/09/2017 - 09:44
#1
Модуль М16АК20 предназначен для замены блоков управления (плат электроавтоматики) на станках 16А20 и 16К20. Для 16Б16 он не подойдет.
Пнд, 25/09/2017 - 23:34
#2
Тогда в чем разница между (16А20и 16К20) и 16Б16Т ? только габаритами и пиноль работает по другому .Так как у меня на станине нет електрике что мне мешает собрать схему 16А20 ? что я и сделаю .
Втр, 26/09/2017 - 09:26
#3
Вы правы, если переделать электроавтоматику станка под 16А20, то использовать модуль М16АК20 вполне возможно. Контроль пиноли со стороны модуля М16АК20 можно вообще отключить (сигнал "Блокировка контроля пиноли" Х6:В8). Можно также воспользоваться сигналом "Резерв 1" (Х6:В18), на который можно завести сигнал "Пиноль подведена".
Пт, 06/10/2017 - 14:01
#4
Пт, 06/10/2017 - 14:07
#5
Пт, 06/10/2017 - 14:10
#6
Добрый день !
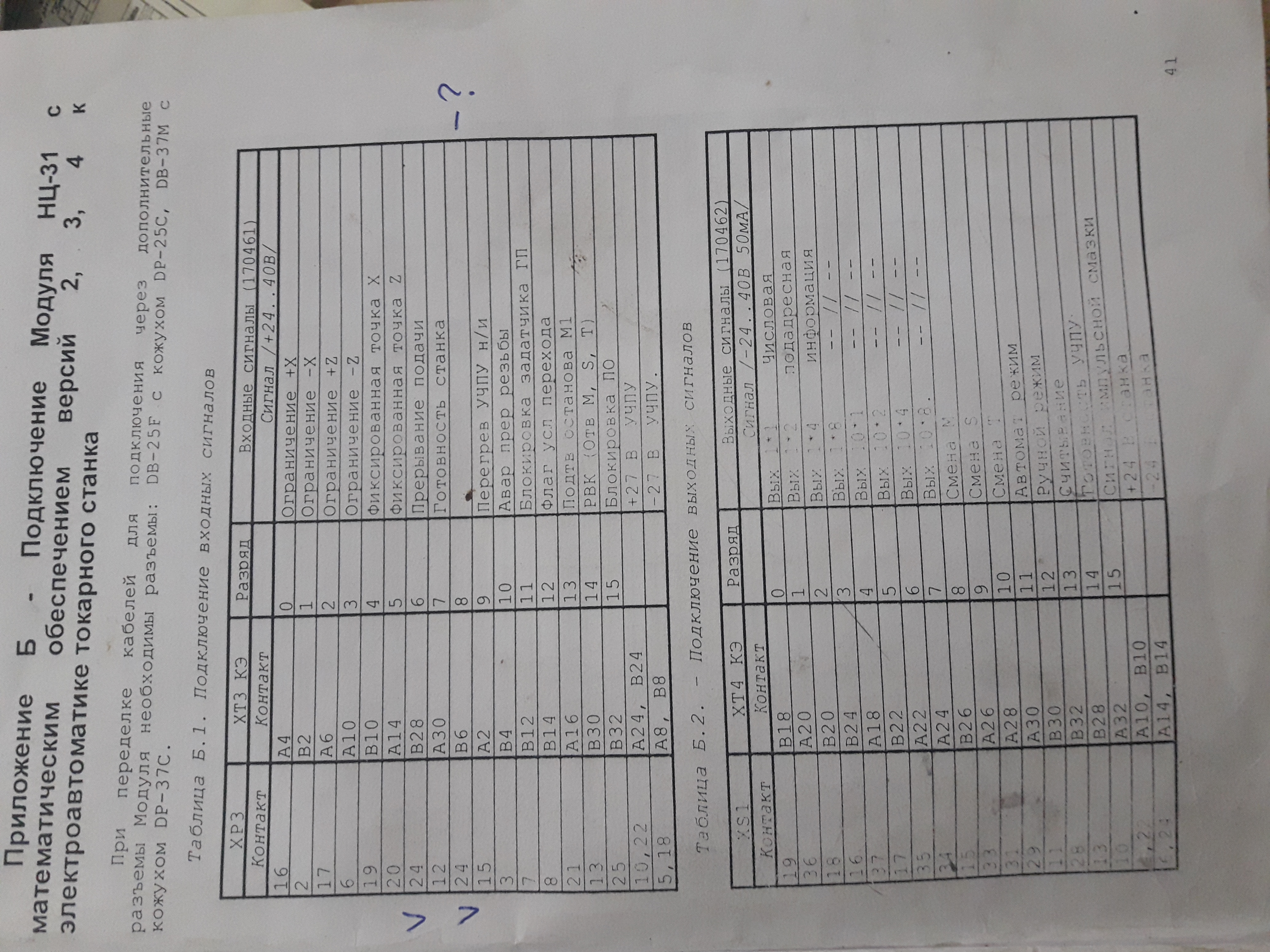
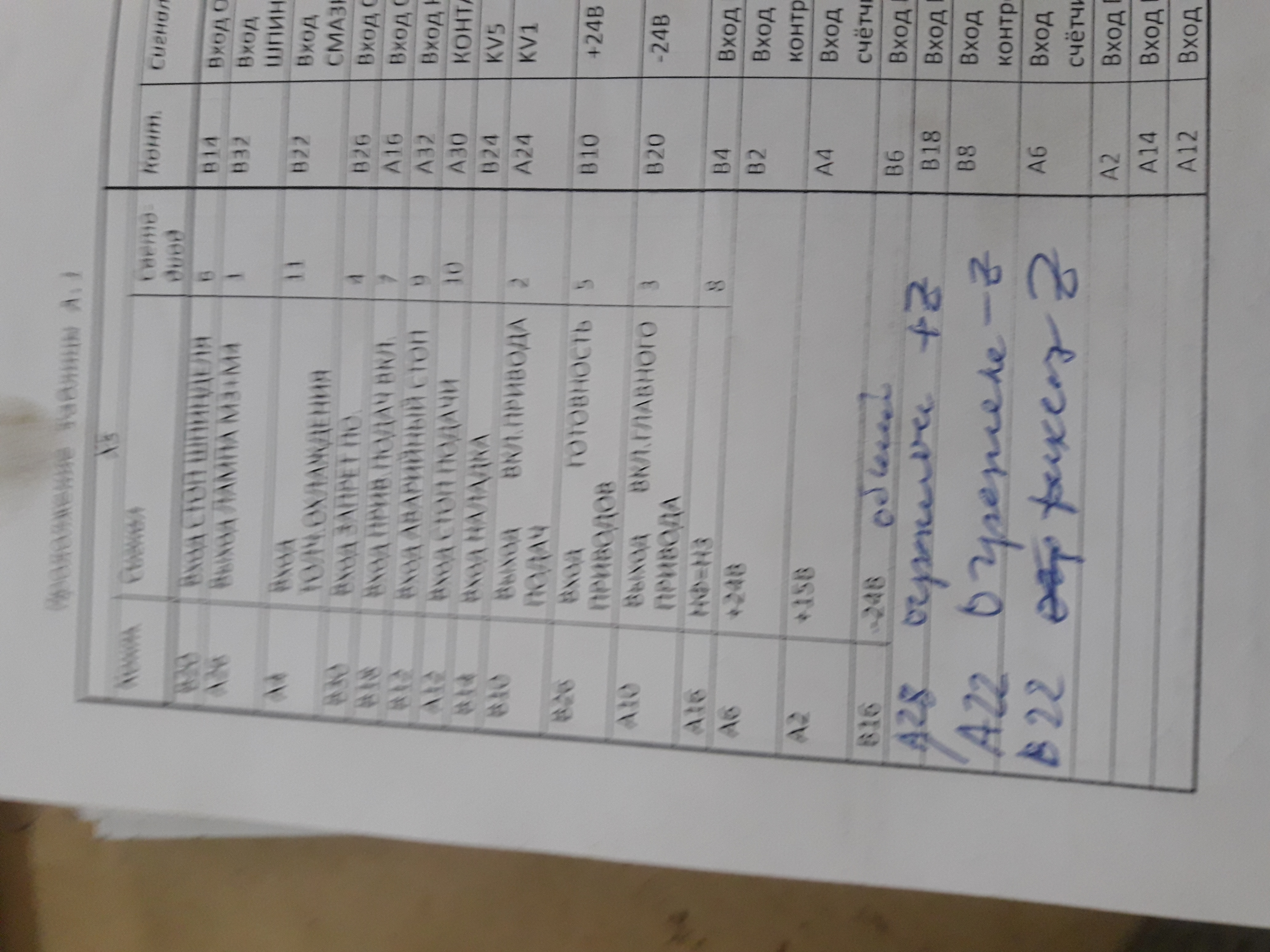
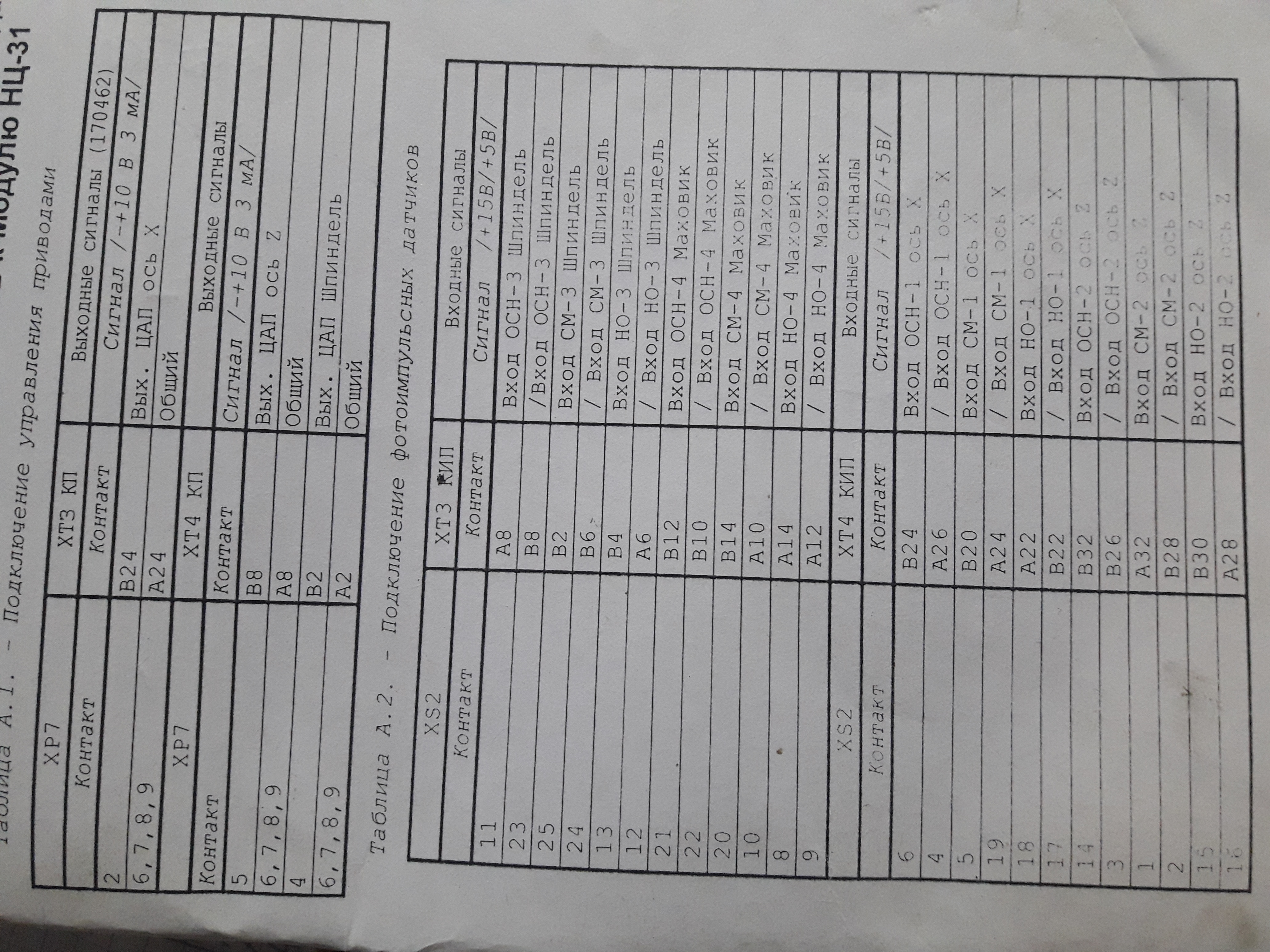
Есть не сответствие в распайке разьемов
Пт, 06/10/2017 - 14:24
#7
Здравствуйте.
По нашему руководству исправим, спасибо.
Должно быть (в той строке, где "?"):
XP3, контакт 4 -- ХТ3, контакт В6 -- "Толчок шпинделя"
Где-то еще есть несоответствие?
Вс, 08/10/2017 - 14:23
#8
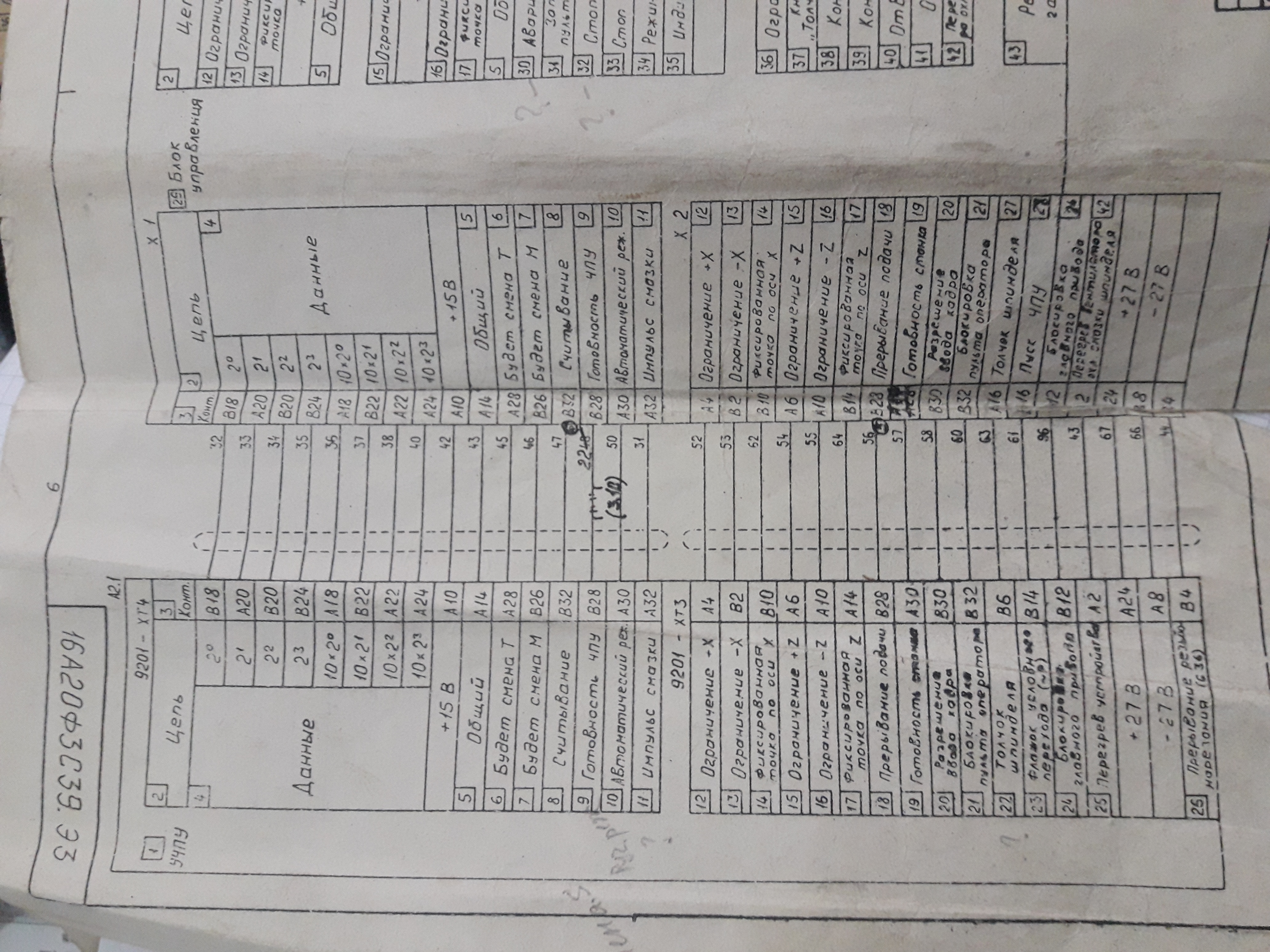
Добрый день !
есть еще конечно
я напишу
Пнд, 09/10/2017 - 12:09
#9
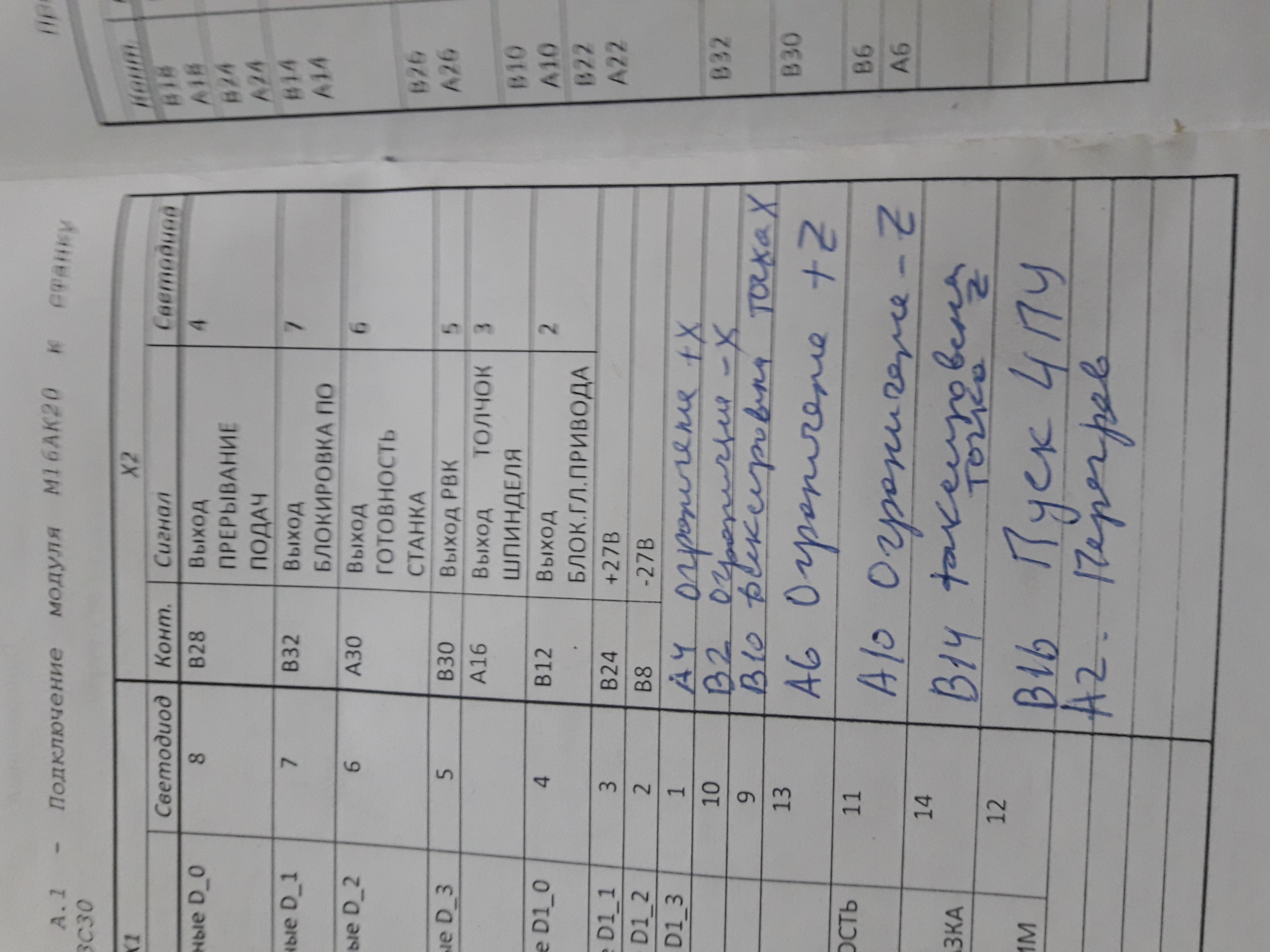
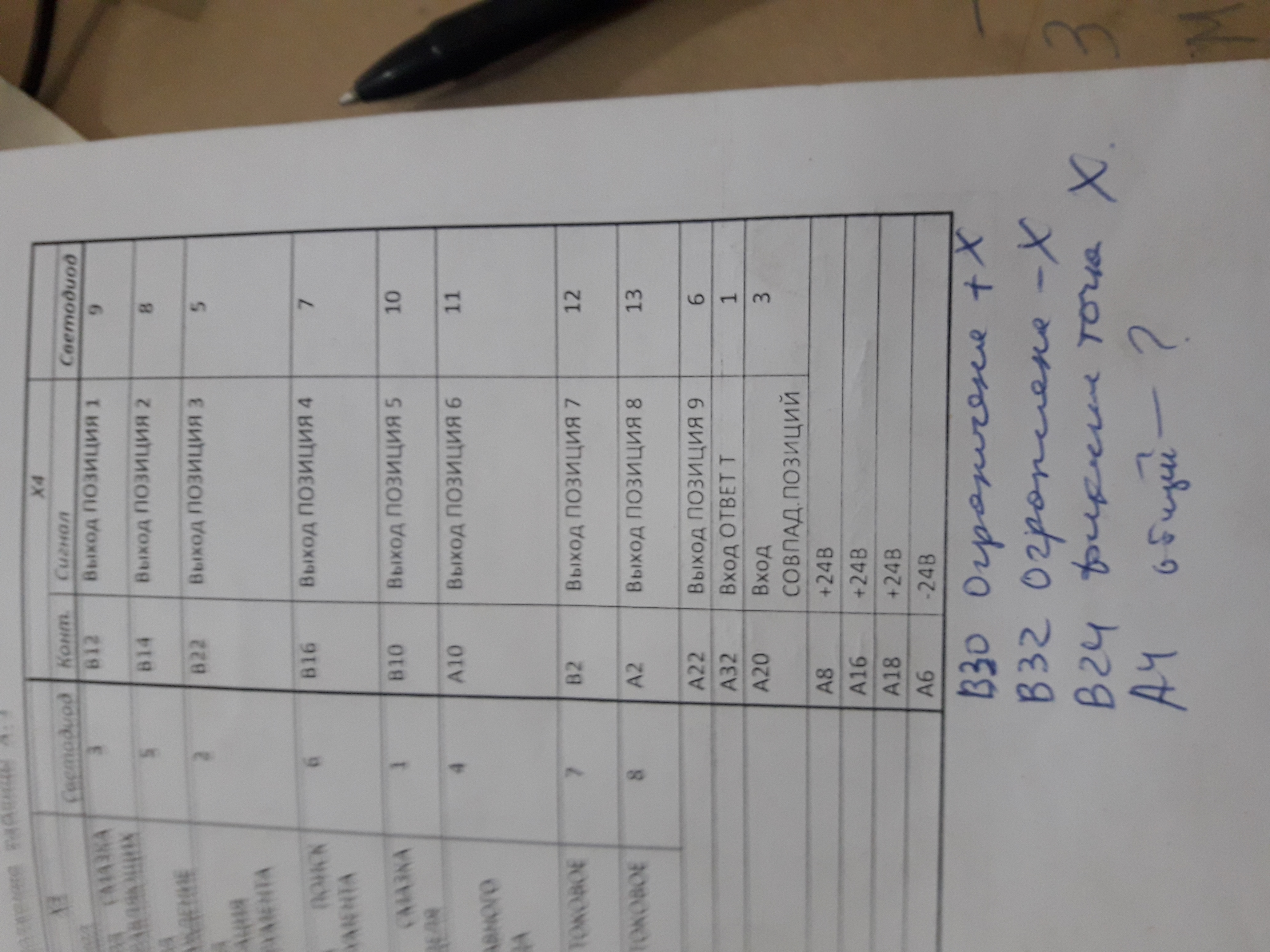
на этом листе
Втр, 10/10/2017 - 09:27
#10
Спасибо, исправим
Пт, 10/11/2017 - 21:49
#11
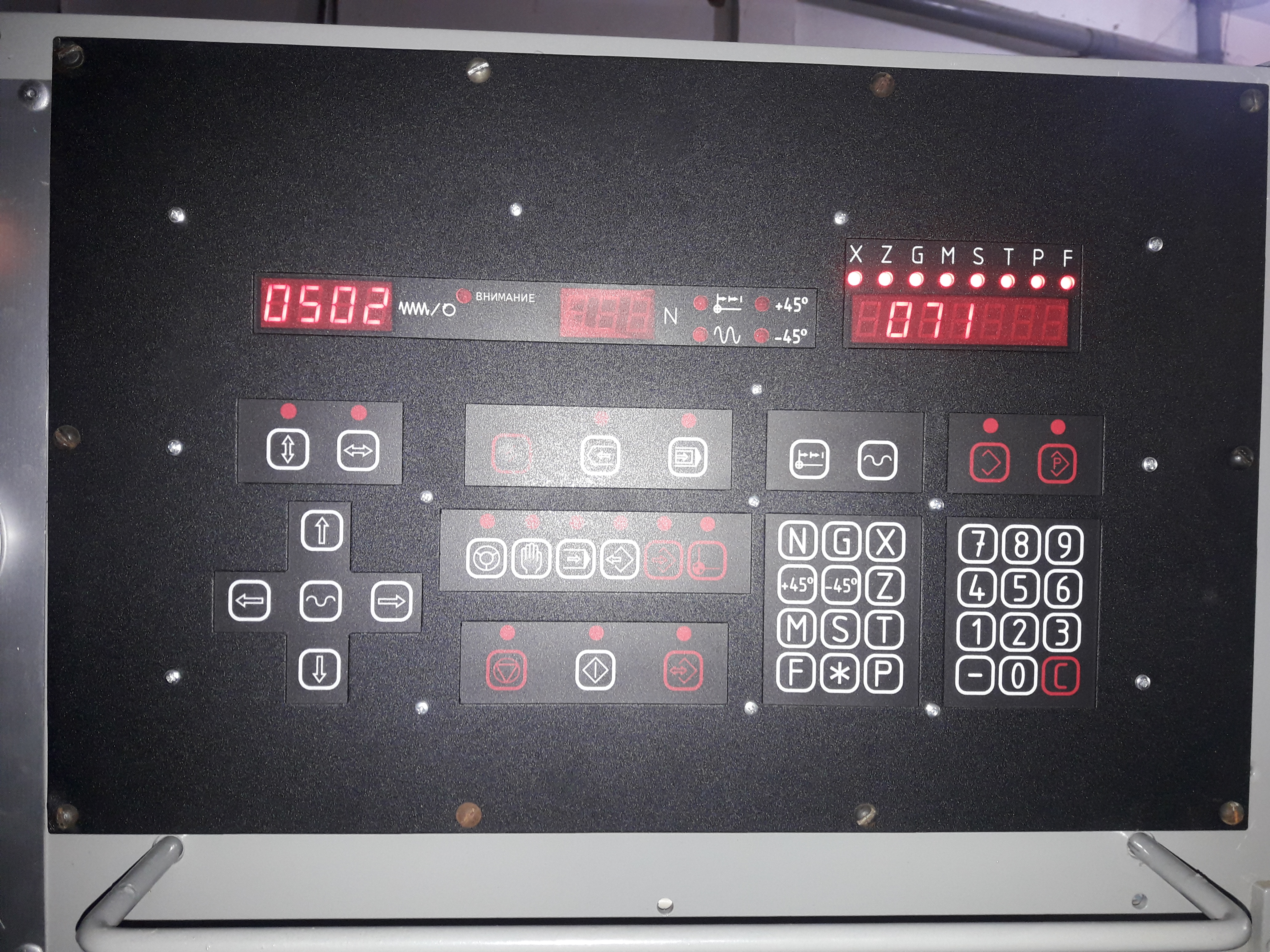
Добрый день Установил енкодеры на 5 вольт установил перемычки запитал от одельного блока питания дает ошибку какая причина?
Пт, 10/11/2017 - 21:56
#12
подключене
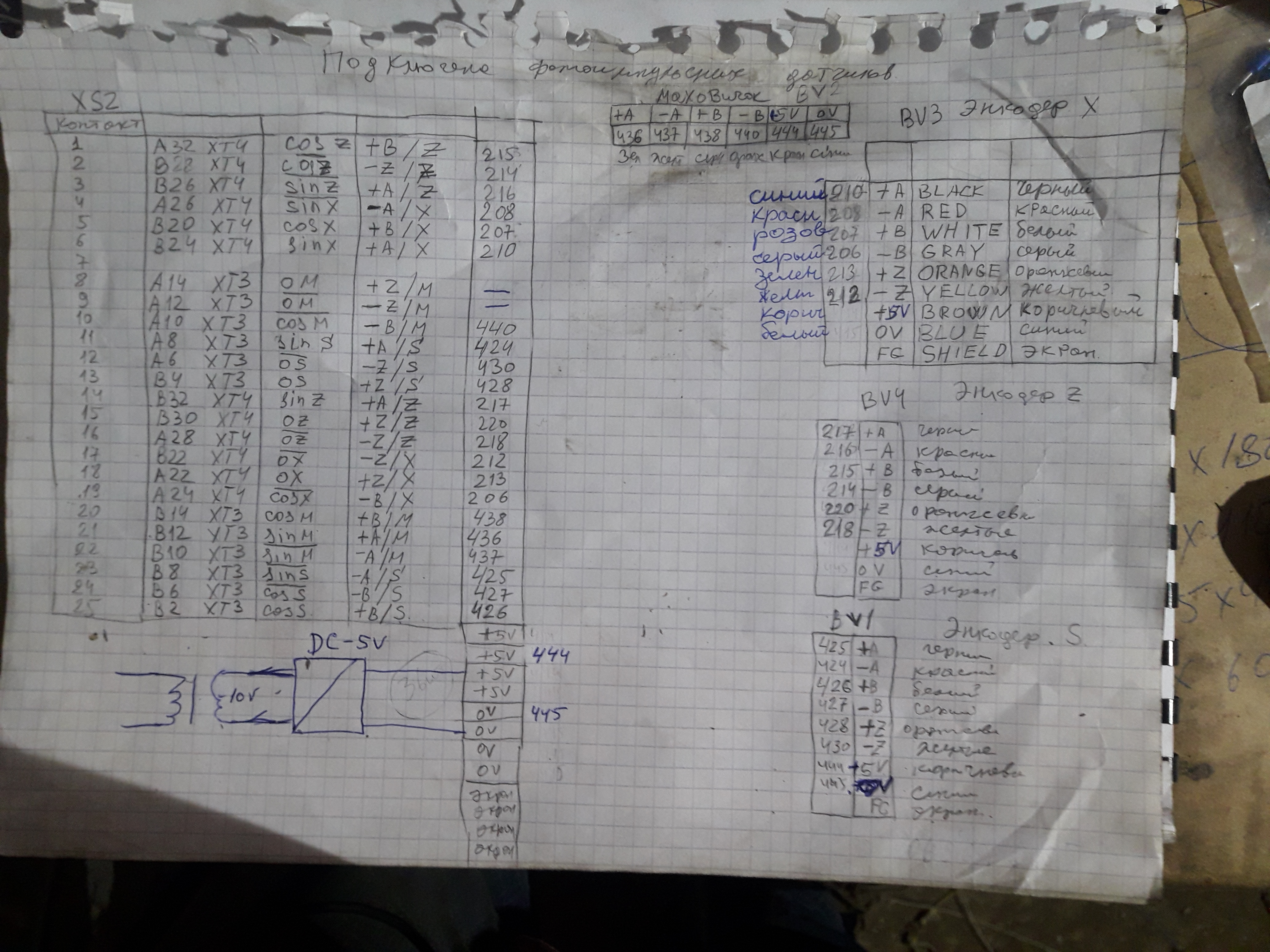
подключене

Пт, 10/11/2017 - 21:56
#13
подключене
подключене
Пнд, 13/11/2017 - 10:13
#14
Здравствуйте.
Сама по себе ошибка 071 не страшна. В НЦ-31 в РПТ сделан очень простой тест КИП. Сначала записывается число в регистры КИП, потом из него считывается. Если за это время проскочил хотя бы один импульс, то считается другое число и появится ошибка 071. Любая исправная НЦ-31 за какое-то случайное время работы в РПТ выдаст 071 ошибку. Так что нужно просто сбросить ошибку и продолжить работу дальше.
Конечно, эта ошибка может быть признаком каких-то более глубоких проблем. Но эти проблемы выявятся при дальнейших ПНР. Проверьте работу датчиков в нашем отладочном режиме (см. Руководство п. 8.5). Проверьте, держит ли НЦ размер по этой оси.
Ср, 29/11/2017 - 11:34
#15
Добрый день ! У нас при включение после теста и после нажатия кнопки ввод появляется 77 1 и горит внимание нет готовности станка так везде пишут про эту ошибку.схему собрали 16А20 сф3 при сбросе ошибка сбрасыватся а внимание нет ? применяем привода болгарские .artech. Какой алгоритм (последовательность включения )? у нас так включаем питание учпу (питание сразу подается и на чпу на модуль м16ак20 и 110 в на питание пускателей)нажимаем ввод включется смазка направляющих на определенное время и загорается внимание с ошибкой потом включаем привода .пытаемся сбросить ошибку но внимание горит дальше . Есть ли у Вас какие входы привязаны к функции внимание .какие условия должны быть чтоб внимание сбрасывалась есть ли описание какие входы должны гореть в исходном состояние в модуле М16 ак20 В паспорте на УЧПУ написано что по умолчанию забита 4 расширенная версия 16 А 20 это так ? на наших 4 что там?
Ср, 29/11/2017 - 15:47
#16
Здравствуйте.
Штатно на 16А20 с НЦ-31 включение ЧПУ и приводов происходит одновременно. Но дело в том, что логика модуля М16АК20 в соответствии с логикой работы блока управления станка 16А20Ф3C32, подает сигнал "готовность станка" в ЧПУ сразу после включения питания. Поэтому ошибку 77 1 после выхода из РПТ на обычных 16А20 обычно не наблюдают.
Готовность станка снимается только если в автоматическом режиме открыто ограждение. Если горит светодиод "Внимание", то условия ошибки не исчезли. Вы просто сбросили индикацию ошибки 77 1. Как раз 4-я версия НЦ-31 это позволяет сделать.
Перечень ошибок НЦ-31 вам лучше посмотреть в оригинальном руководстве на НЦ-31. В интернетах ходит много электронных копий.
Минимальный набор входных сигналов для запуска НЦ-31 - это ограничения по осям (активный "0"). В этом случае можно включить станок и, если есть сигнал стоп подачи (активный тоже "0"), можно в ручном режиме поездить осями. Для того, что бы исполнять М-функции, нужны правильно подключенные концевики диапазона. И т.д.
По умолчанию на МПУ НЦ-31 выбрана 4-я версия прошивки НЦ-31. Для того, чтобы версия НЦ-31 стала 4-й расширенной, нужно провести процедуру инициализации (в режиме ввода параметров N40G1, M*T77000).
Чт, 30/11/2017 - 09:11
#17
Доброе утро !
Спасибо все разобрались .еще осталось с М8 разобратся и наш 16Б16Т заработает как 16А20
Чт, 14/12/2017 - 09:36
#18
Добрый день !
У нас возник вопрос по функции М19 у нас появился спор з заказчик по моему мнению после ориентации шпинделя шпидель остается в тормозном режиме . заказчик утверждает что должен отпустится . Вы как прокоментируете этот спор?
2 вопрос .в первом диапазоне ориентация работает отлично (тоесть когда коробка скоростей находится в 1 диапазоне) во втором диапазоне на высоких скоростях проскакивает через нуль метку пробовали изменить скорость при помощи параметра для М19 не получилось что вы посоветуете ? может есть какието расчеты этого параметра ?
Чт, 14/12/2017 - 10:15
#19
Здравстуйте.
После останова по М19 шпиндель удерживается.
По скорости есть информация только по оригинальному руководству на НЦ-31. Скорость задается параметром №24М. В руководстве есть фрагмент УП с ориентацией шпинделя:
...
N15 M3
N16 M41
N17 M19
...
Т.е. используется первый диапазон. Напрямую нигде не сказано, что М19 нужно запускать на первом диапазоне, но в примере именно так.
Пт, 16/03/2018 - 10:49
#20
Добрый день!
У нас нас на всех 4 станках которых мы модернизировали с Вашими чпу возникла проблема при резбонарезание тоесть например при задание шага 1 получается резьба меньше 1 .датчик резбонарезания стоит на 1000 имп по осям 2500имп станок 16Б16Т1С1 .Какие параметры за это отвечают?есть ли методика их расчета?
Пт, 16/03/2018 - 14:21
#21
Здравствуйте.
За настройку под датчик резьбонарезания отвечают параметры 6М, 7М, 8М.
Их оригинальное описание ("Электроника НЦ-31. Альбом № 2"):
6М - Коэффициент масштабирования обороной подачи. Исходное значение параметра соответствует для датчика 1024 имп/об и дискретности задания 0,01 мм
7М, 8М - Обратная величина к параметру 6М
Описание из интернета:
"Для станка 16А20 с приводами Размер и НЦ-31-02 штатным датчиком шпинделя был ВЕ178А с числом 1000 импульсов на оборот. Убедитесь, что ваш датчик именно такой, т.е. Z=1000. Возможно ранее воткнули датчик с другим значением Z.
Параметрами, отвечающими за резьбу в НЦ-31, являются параметры 6М, 7М.
После инициализации ЧПУ их значения следующие: 6М=3100, 7М=4.
Однако следует помнить, что эти исходные значения при работе меняется автоматически после отработки системой кода выбора диапазона ШП. Меняются так:
М38 -> 6М=31000, 7М=5
М39 -> 6М=6200, 7М=24
М40 -> 6М=3100, 7М=50
Параметр 6М можно использовать, если датчик заменен на другой, с иным числом импульсов на оборот. В этом случае необходимо изменить значение параметра в процентном отношении. Так, если вместо датчика с Z=1000 поставить датчик с Z=1024, то значение 6М сразу после инициализации параметров необходимо увеличить в 1.024 раза в ДЕСЯТИЧНОМ отображении значения параметра.
То есть...
Восьмеричное 3100 соответствует 1600 в десятичном представлении числа. Умножаем: 1600 х 1.024 = 1638,4. Округляем результат до 1638 и переводим это значение снова в восьмеричный код, это будет 3146.
Итого: вместо 3100 в параметр 6М пишем 3146."